



石家庄强大渣浆泵公司生产的WN 型系列挖泥泵,是该公司运用各种先进的计算机辅助设计软件, 针对我国江河湖海年久失修,疏浚、吹填工作的现状而自行设计的一种新型泥浆泵。该系列泥泵具有整体结构船用性好、挖泥性能优良、寿命长、效率高、轴封可靠、使用综合经济效益显著等特点,可完全满足挖泥泵对泥泵的要求。
目前, 该系列泥泵已成功地为国内的各式挖泥船提供配套近百台套,为我国的长江流域、黄河流域、珠江三角洲、淮河流域等江河湖海、港口码头的疏浚清淤吹填做出了巨大贡献。
WN 型系列挖泥泵是一种单级单吸悬臂卧式、 双泵壳离心泵,自带托架,润滑方式为强制稀油润滑。 由于这些泵向大型化方向发展,目前,我公司生产的最大的挖泥泵仅工作部即达150t 以上。 叶轮本身的自重以及泵工作以后,整个泵的转动部件承受巨大的轴向力和径向力,轴承组件作为承受这些力的工作部件,其安装的质量、精度的高低直接决定了整台泵的使用寿命。因此,怎样保证正确的安装精度要求,是装配工作人员的重大课题。
(1)对开卡环:是对开状的半环,它需要装到轴上的槽内,然后用锁紧环将其锁紧。之所以采用这样的结构,是因为这样可以大大减少轴的加工量,降低成本,也便于拆装。
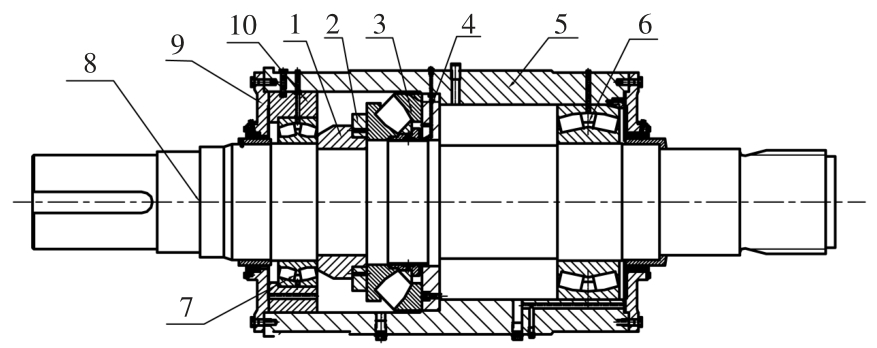
1.对开卡环 2.锁紧环 3.推力滚子轴承 4.推力盘 5.轴承体 6.叶轮端调心滚子轴承 7.驱动端调心滚子轴承 8.轴 9.端盖
(2)推力滚子轴承:因为只承受轴向力,其与轴的配合不必太紧,一般采用过渡配合,保证其在最后总装时,竖直吊起后,轴承不脱落即可。
(3)推力盘:推力盘上有防转键,该键深入到推力轴承的外圈上,防止推力轴承外圈在运转时旋转。 推力盘通过防转销与轴承体联接,该防转销可以固定推力盘的位置。
(4)叶轮端调心滚子轴承:与轴为紧配合,设计上必须保证一定的过盈量。 该轴承的轴向位置没有太精确的要求。由于轴承外圈与轴承体的配合较松,为防止轴承外圈发生旋转,在轴承外圈上用线切割割一个槽,然后用防转键将外圈固定。
(5)驱动端调心滚子轴承:与轴的配合也是紧配合,设计上必须保证一定的过盈量,装配时,轴的端面应与对开卡环贴平。
(6)轴承套:由于泵轴在工作过程中,其轴向位置会发生前后移动,此时,轴承外圈与轴承套之间就会发生相对移动,因此,必须保证轴承套与轴承的配合间隙在一定的范围之内, 轴承体与轴承套之间的配合间隙也要在一定的范围之内。
(7)轴承组件在运转以后,由于热胀冷缩的缘故,轴向尺寸会伸长, 由于不同材料的线性膨胀系数不同而导致的伸长量不同,因此,在装配时必须预先给轴承组件一定的轴向间隙。该数值不能太大,太大将导致轴的前后位移量太多,造成问题。
清理工作是非常重要的。 轴承是精密零件,对工作环境的要求非常高,除了要求润滑良好以外,绝对不允许有杂质进入其滚珠的轨道。 轴承组件内部的清洁度对泵整机的质量及运行的可靠性有较大影响, 如果该部位不清洁, 将会引起润滑油的不清洁, 进而影响轴承的可靠运行,降低整机的可靠性水平。 因此,装配之前必须将零件进行彻底清洗,去除零件上的飞边毛刺、铸件上的粘砂、表面上的锈痕、附着的脏污、螺纹孔内的铁屑等。
轴承与轴、轴承与轴承体、轴承套与轴承体之间的配合尺寸, 必须在一定的范围之内才能满足使用要求。 因此,装配之前,必须对轴承、轴、轴承体的零件进行复检、测量。以轴承的实际尺寸来确定与之配合的零件尺寸。每一对配合尺寸都要进行校验,确保零件的配合要求。如果轴承体、轴承套与轴承的配合过紧,将影响轴承外圈的浮动,必须对轴承体和轴承套的内孔进行手工打磨。必须注意,打磨量不能太大,毕竟手工打磨很难保证内孔的各个部位都均匀地去除掉相同的量。此点很难把握,曾经发生过由于手工打磨质量不高, 导致轴承的外圈被轴承体抱死,进而导致轴承损坏的事故。
轴承的加热温度有严格的要求, 不允许轴承的温度超过120℃,否则,将导致轴承的损坏。由于不同厂家的轴承要求的加热温度略有差异, 我们根据轴承与轴的配合情况以及考虑到安装的难易程度, 将加热温度规定为不超过110℃,并保温一段时间,以使轴承内部各部位的温度基本一致。
首先将对开卡环装入轴上的槽内,并用锁紧环锁紧。然后将被加热到110℃的推力轴承装到轴上。虽然推力轴承与轴的配合较松,通常不必加热到这么高的温度,但是由于推力轴承是从轴的叶轮端穿入, 推力轴承需要穿过调心滚子轴承的安装位置,因此需要较高的加热温度(调心滚子轴承位置的轴径要大一些)。
将加热到110℃的轴承放到装配支架上,然后将轴竖直吊起,迅速穿入轴承,注意轴承内圈端面与对开卡环的端面贴平。
该轴承装配之前, 需先将推力轴承外圈和推力盘装到轴上。然后,用吊装带吊起被加热到110℃的轴承,将轴承从轴的叶轮端迅速穿入,与轴上的台阶贴平即可。
由于轴承套与轴承外圆的配合间隙很小, 因此,需要对轴承套进行加热装配。 同时,由于轴承套与轴承体的配合间隙也很小,为了便于装配, 应先将轴承套加热到80℃与轴承组装到一起,再将轴组件与轴承体进行装配。
由于轴承体内孔与轴承套、轴承外圆的配合间隙很小,在常温下进行总装非常困难,因此,需要将轴承体加热到一定的温度,该温度不可过高, 比如说超过110℃将损坏轴承;也不可过低,由于总装的操作较复杂、难度很高、时间较长,温度过低将使装配过程很困难,也可能发生轴承外圈与轴承体抱死的情况。因此,轴承体的加热温度控制在100℃左右,保温时间控制在2h 左右。
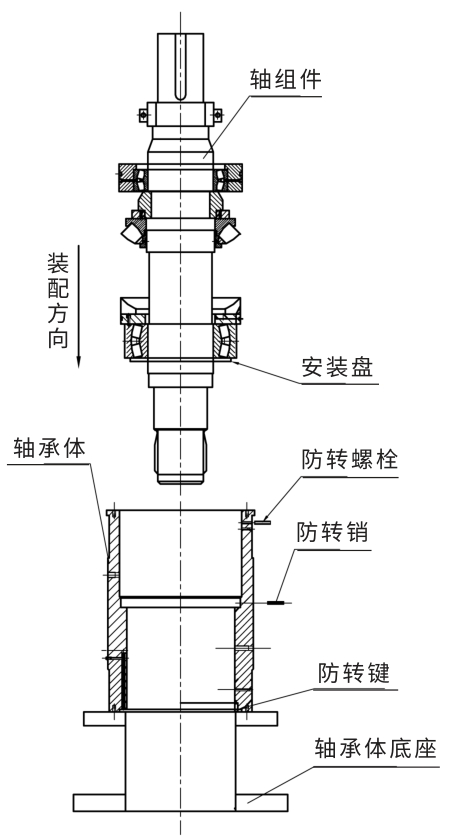
总装过程如下(图2):(1)使用清洁的煤油对轴、轴承进行清洗,边清洗边转动轴承,清洗完成后,对轴上的各零件涂防锈润滑油。 (2)在叶轮端轴承外侧安装轴承托盘,保证轴承内外圈处于同一平面上。 (3)将轴组件竖直吊起,调整轴承、推力盘、轴承套的各销孔位置,保证与轴承体上的各孔位置一一对应。 (4)将加热到规定温度的轴承体驱动端朝上放置到轴承体底座上。 (5)将轴组件缓缓穿入轴承体,注意防转键、防转销、防转螺栓都装到位。 (6)从轴承体中部的观察孔处,观察推力盘与轴承体、推力轴承外圈与推力盘的贴合情况,务必保证贴实。 (7)测量轴承体端面到轴承内圈的距离,调整后轴承压盖的止口高度,保证轴承组件的间隙符合图纸的规定。 (8)装各件。
轴承组件是泵的核心部件, 它的装配质量直接关系到这台泵是否能够运转正常, 我公司在掌握该类型泵的装配工艺、各个零件的配合要求方面,进行了大量的探索验证,并最终掌握了这项技术。
50DT-A30脱硫泵_50DT-A30机械密封_50DT-A30叶轮_50DT-A30护板
石家庄工业泵厂卧式脱硫泵50DT-A30泵头部分包括叶轮、蜗壳、后护板、尾盖、衬板和轴封装置。泵头与托架用螺栓联接。石家庄工业泵厂脱硫泵叶轮采用抗磨耐腐的GLH-5高铬合金制做。叶轮排气孔的设计,可排出机械密封室中的内含气体,防止机械密封干摩擦,烧毁机械密封。叶轮与轴采用螺纹联接。
石家庄工业泵厂100DT-A45脱硫泵_100DT-A45机械密封_100DT-A45脱硫泵叶轮
石家庄工业泵厂100DT-A45系列脱硫循环泵托架部分采用稀油润滑型式。主要由托架体、托架盖、轴、轴承箱、轴承、轴承压盖、挡套、螺母、油封、挡水盘等零件组成,100DT-A45系列脱硫循环泵适用于火力发电、钢厂、炼铝和炼油等行业的脱硫系统中输送石灰石或石膏浆液。所以又叫做石灰石浆液泵、石膏浆液排出泵、浆液循环泵等。
石家庄工业泵厂卧式脱硫泵100DT-A35_100DT-A35叶轮_100DT-A35脱硫泵配件
石家庄工业泵厂卧式脱硫泵100DT-A35泵头部分包括叶轮、蜗壳、后护板、尾盖、衬板和轴封装置。泵头与托架用螺栓联接。石家庄工业泵厂100DT-A35系列脱硫循环泵托架部分采用稀油润滑型式。主要由托架体、托架盖、轴、轴承箱、轴承、轴承压盖、挡套、螺母、油封、挡水盘等零件组成。
- 公司名称:杏彩网页登入官方网站·(中国)注册-ios/安卓版/手机版app下载
- 联系电话:【199-3315-4367】
- 发送传真:0311-87549498
- 邮政编码:050000
- 电子信箱:hobbm@www.cnzczy.com
- 公司地址:石家庄市藁城区
杏彩网页登入专业生产渣浆泵和渣浆泵配件,以及渣浆泵选型。
版权所有: 2022 杏彩网页登入官方网站·(中国)注册-ios/安卓版/手机版app下载